📋 Table of Contents
🔷 What is Ready Mix Concrete (RMC)?
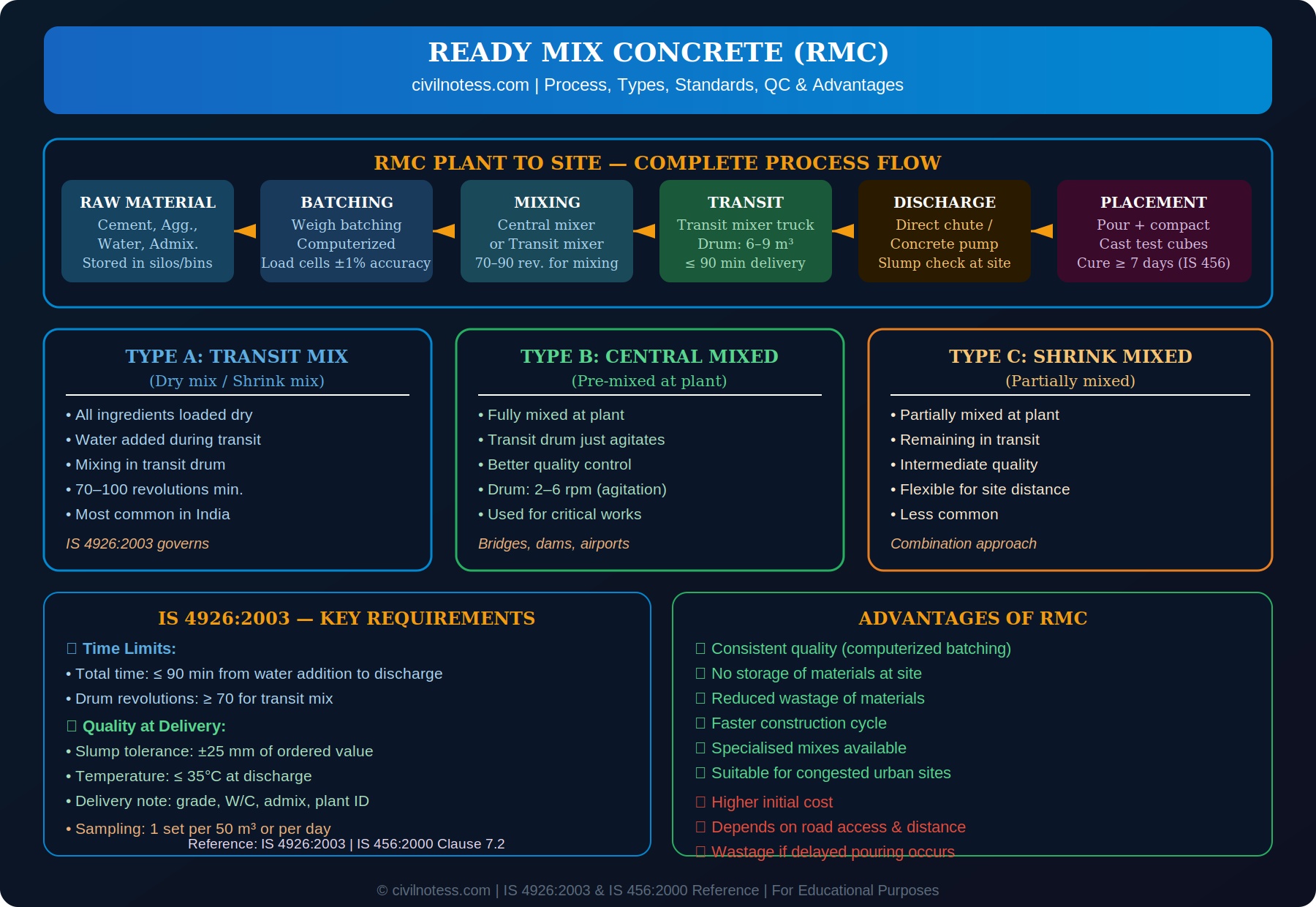
Ready Mix Concrete (RMC) is concrete that is manufactured in a central batching plant under controlled conditions and delivered to construction sites in transit mixer trucks in fresh, plastic state. The production, delivery, and placement conditions of RMC are governed by IS 4926:2003 in India.
RMC has largely replaced site-mixed concrete in urban India due to its consistent quality, faster construction cycles, and elimination of site storage. The Indian RMC industry was valued at ₹25,000+ crore in 2024 and continues to grow rapidly.
🏭 3 Types of Ready Mix Concrete
Type A: Transit Mixed (Dry or Shrink Mixed)
- All dry ingredients (cement, aggregates) are loaded into the transit mixer drum at the plant.
- Water is added either at the plant (shrink mix) or during transit to the site.
- Mixing occurs in the rotating drum of the transit mixer during transportation.
- Minimum mixing revolutions: 70–100 at mixing speed (8–12 rpm).
- Most common type in India. Used where plant-to-site distance is > 30 minutes.
Type B: Central Mixed (Pre-Mixed)
- Concrete is fully mixed at the plant in a central mixer (pan mixer, twin-shaft mixer, or drum mixer).
- Transit mixer is used only for agitation during transport (2–4 rpm), not for mixing.
- Higher quality and consistency than transit mixed. Used for critical projects: bridges, dams, airports.
- Less flexibility for long transport distances.
Type C: Shrink Mixed
- Partially mixed at the central plant (typically 30 revolutions at mixing speed).
- Balance of mixing completed in transit mixer during transport.
- Intermediate quality between Type A and Type B.
⚙️ RMC Plant to Site — Complete Process
- Material storage: Cement stored in steel silos. Aggregates in separate covered bins. Admixtures in chemical tanks. Water in overhead tanks with temperature control.
- Batching: Computer-controlled weigh batching using load cells. Accuracy: ±1% for cement and water, ±2% for aggregates. All materials weighed separately before mixing. Computerized records for every batch are mandatory.
- Mixing: Central pan mixer or twin-shaft compulsory mixer (1–3 minutes). Or loaded into transit mixer for Type A.
- Loading: Transit mixer (drum capacity: 6–9 m³) loaded and dispatched. Batch record (delivery note) prepared with: grade, W/C ratio, time of loading, plant ID, admixture details.
- Transport: Drum rotated at agitating speed (2–4 rpm) during transport. Maximum time: 90 minutes from first water contact to final discharge (IS 4926).
- Site acceptance: Slump test mandatory at point of delivery. Reject if slump is outside tolerance. Take samples for cube testing.
- Placement and curing: By crane-bucket or concrete pump. Compact by vibration (internal vibrator). Cure for minimum 7 days (IS 456).
📋 IS 4926:2003 — Key Requirements
| Requirement | IS 4926:2003 Specification |
|---|---|
| Maximum delivery time (water to discharge) | ≤ 90 minutes (or before drum completes 300 revolutions) |
| Minimum mixing revolutions | ≥ 70 revolutions at mixing speed for transit mix |
| Drum agitating speed | 2–6 rpm during transport |
| Slump tolerance at delivery | Ordered slump ± 25 mm (for slump ≤ 100mm) |
| Maximum concrete temperature at discharge | ≤ 35°C (or as specified) |
| Delivery note contents | Plant ID, concrete grade, W/C ratio, admixture, time of loading, truck number |
| Sampling frequency | 1 set per 50 m³ or per grade per day (min. 3 cubes per set) |
| Batching tolerance — Cement | ±1% of the specified mass |
| Batching tolerance — Aggregates | ±2% of the specified mass |
| Batching tolerance — Water | ±1% of the specified volume |
| Maximum drum capacity | Plant mixer volume stated; typically 6–9 m³ for transit mixers |
🔬 Quality Control at RMC Plant & Site
At Plant Level:
- Incoming material testing: Cement (IS 4031 tests), aggregate grading (IS 2386), aggregate crushing value.
- Moisture content of aggregates measured daily (adjusts water content in mix).
- Calibration of batching system: Daily checks on weigh scales with reference weights.
- Computerized batch records: Every batch is logged with all material quantities, time, truck number.
At Site Level:
- Slump test (IS 1199 Part 2) at point of delivery — mandatory for every truck.
- Temperature measurement of fresh concrete.
- Cube sampling: 150mm cube specimens cast, cured, and tested at 7 and 28 days (IS 516).
- Rejection criteria: If slump is outside tolerance or temperature exceeds 35°C — reject the load.
- Do NOT add water at site to increase slump — this changes W/C ratio and reduces strength.
⚠️ Critical Rule — Site Water Addition
Adding water at site to improve workability is strictly prohibited as per IS 4926. Every litre of water added increases the W/C ratio and reduces strength. A 0.05 increase in W/C ratio can reduce 28-day strength by 3–5 MPa. If slump is too low, return the truck to the plant for proper adjustment at plant level.
✅ Advantages & Limitations of RMC
| Advantages of RMC | Limitations of RMC |
|---|---|
| Consistent quality — computerized batching | Higher initial cost than site mixing |
| No material storage required at site | Dependent on road access & distance from plant |
| Reduced construction time & labour | Traffic delays can affect concrete quality |
| Reduced material wastage (± 1–2% tolerance) | Minimum order quantities required |
| All special mixes available (HSC, SCC, HPC) | Cannot adjust mix once dispatched |
| Suitable for congested urban sites | Wastage if concrete is rejected or delayed |
| Better worksite cleanliness and organisation | Site water addition is a common misuse |
| Continuous pour possible (no interruptions) | Night/weekend supply may be restricted |
❓ Exam FAQs — RMC
Q1. What is the maximum time allowed from water addition to discharge of RMC as per IS 4926?
As per IS 4926:2003, RMC must be discharged within 90 minutes from the time of addition of water to the mix, OR before the drum completes 300 revolutions — whichever comes first.
Q2. What are the 3 types of RMC?
Transit Mixed (Dry Mix) — mixed in transit drum; Central Mixed (Pre-Mixed) — fully mixed at plant, transit drum only agitates; Shrink Mixed — partially mixed at plant, balance in transit drum.
Q3. What is the slump tolerance for RMC delivery as per IS 4926?
The delivered slump should be within ± 25 mm of the ordered/specified slump (for slump ≤ 100mm). Any deviation beyond this is grounds for rejection of the load.
Q4. Why is weigh batching mandatory in RMC plants?
Volume batching is inaccurate because aggregate volume depends on moisture content and packing — the same volume can vary by 20–30% in weight. Weigh batching achieves accuracy of ±1–2%, ensuring consistent W/C ratio, strength, and quality in every batch.
📝 Quick Summary — RMC
- RMC = Concrete manufactured at central batching plant, delivered by transit mixer
- Governing code: IS 4926:2003
- 3 types: Transit Mix / Central Mix / Shrink Mix
- Max time: 90 min from water addition to discharge
- Min mixing revolutions: 70 (transit mix)
- Slump tolerance: ±25mm | Max temp: 35°C at discharge
- Never add water at site — violates IS 4926 and reduces strength